More work on the F-705 bulkhead 4h
4h
August 22, 2022
More work on the F-705 bulkhead.
I started with drilling larger holes for the snap bushings with the Unibit.
The edge distances turned out to be mostly okay. I think, one distance is slightly less than .250" (~0.239"), but it is still more than the minimum as per the MIL Spec.
The table-flipping moment was when I looked at the DWG 22 where plans say to upsize these snap bushing holes to 3/4" (only in case the battery is installed aft). That would move the edge closer by another 1/16"! How can you keep any edge distance then? I don't understand. Maybe, it's not critical there. Either way, I am not planning to install the battery in the back, so I don't care.

Then I made a small drill bushing that locks in a 3/16" hole and has a #41 hole through it. I used it to drill #12 holes from the F-705A to F-705B and F-705C. First, I would insert the bushing into an existing hole (which was 3/16"), drill a #41 hole, then upsize the hole with the #15 drill bit and finally ream it with the #12 reamer.

After that, I reamed every hole to either #30 or #12 size.
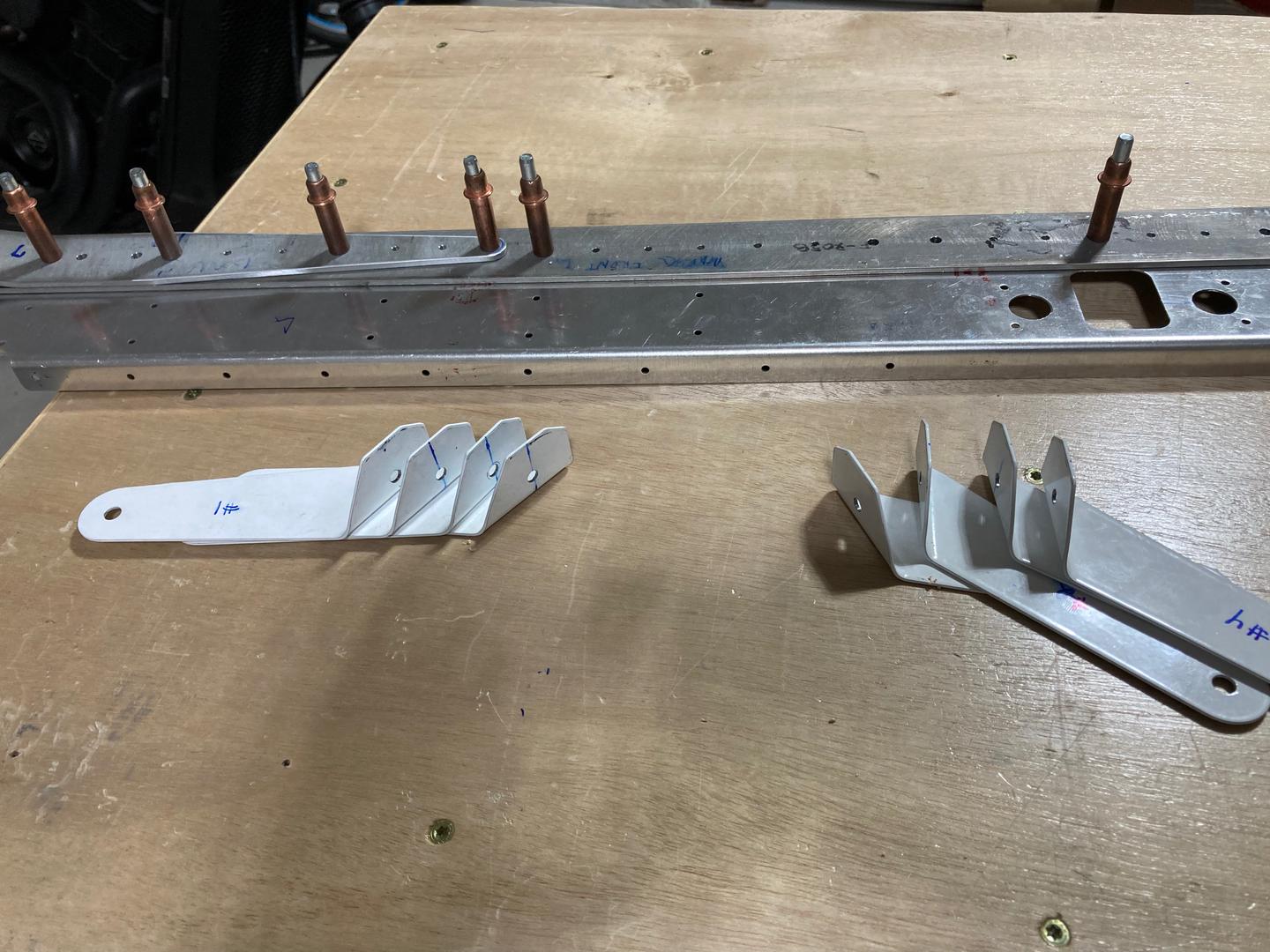
Then I rounded the edges of the F-705C bar doublers. I used a hacksaw to cut off the majority of the material, then used a belt sander to bring the parts to the dimensions.
It's curious how folks say that a bandsaw is a must because cutting all these thick parts is a workout, but in reality, aluminum is a very soft metal and a hacksaw with teeth large enough (I think, I use either 24 TPI or 18 TPI) goes through it pretty quickly. Still workout, of course. Keeping the line is a hard part, though. A few times I had to leave more material than necessary because I wasn't able to get close to the line at the right angle. So I played it safe and left more material to sand away.
As the result, both parts are complete now. The left part is marked by an extra hole on the slanted portion 😅.
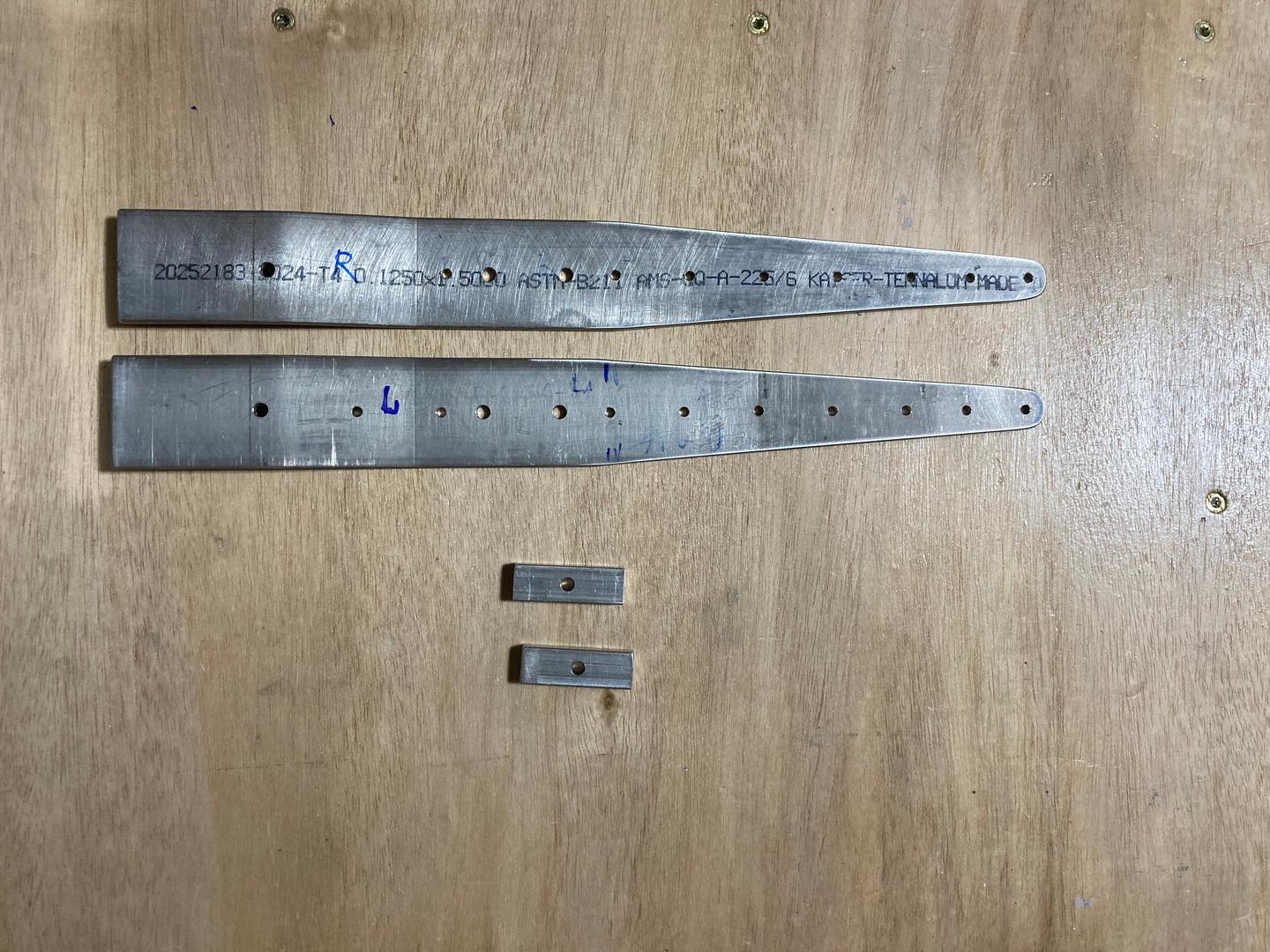

The next step was to drill seat belt anchors. I drilled the left parts on the mill (center drill through the part, then #15, then #12 reamer), then clamped anchors to the lower bulkhead assembly to find the location of the hole on the right seat anchor.
I would mark the location of the hole with the #12 drill bit through the exiting hole (making just a small dimple on the part), then drill it with the #41 drill bit, followed by the #15 drill bit and the #12 reamer.

The results so far.